Digital Metrology provides measurement training as well as consulting services and measurement software. The metrology tutorials below are all intended to help you learn aspects of measurement such as 2D roughness and waviness, 3D surface texture, roundness, etc.
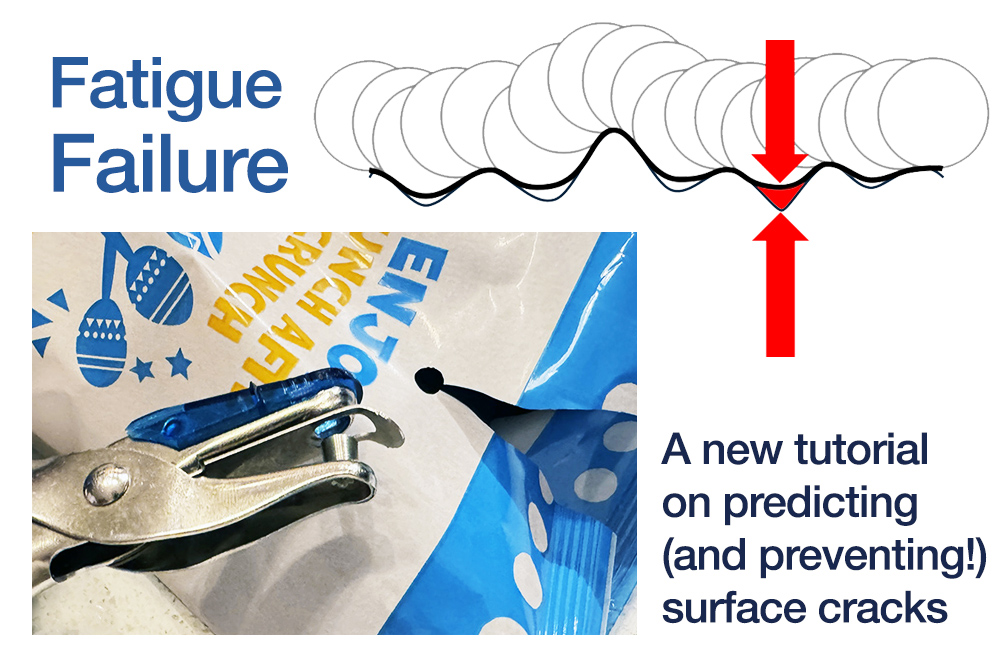
Predicting fatigue failure: a better texture parameter
Where will cracks form in surface texture? The deepest valleys might be likely suspects—but that's not always the case. The "sharpness" of valleys can be a better predictor of where cracks can form—and fatigue failure can begin. Learn about an improved method for predicting and controlling cracking in this new tutorial.
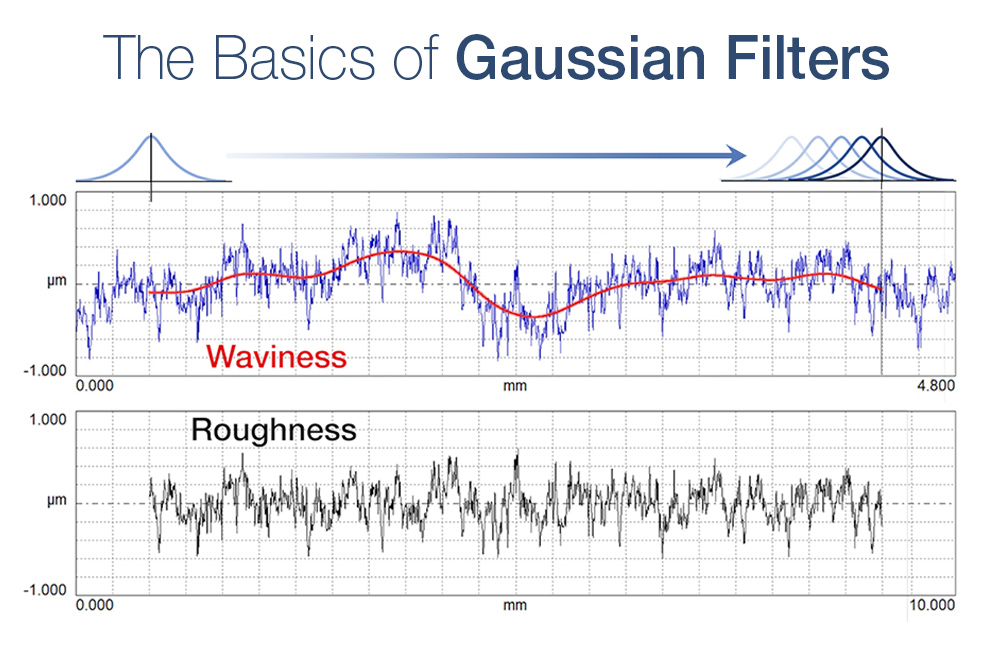
The Basics of Gaussian Filters
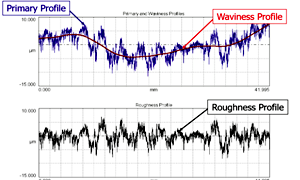
Do you (really) know the difference between roughness and waviness?
If we want to understand and describe surface texture, we need to understand how to separate roughness from waviness. We often do this by applying a Gaussian filter. In this short video we show you how that process works. We'll also show you the importance of the "filter cutoff wavelength," where we choose to separate roughness from waviness. This cutoff has a huge impact on the values of our surface roughness parameters!
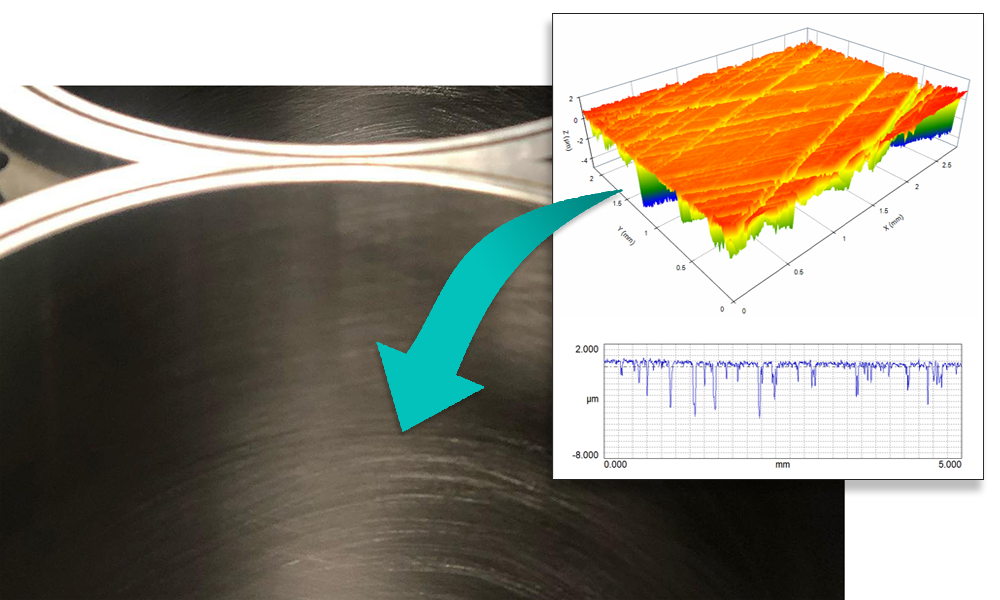
Specification and Measurement of Plateau Honed Surfaces
The surface texture inside a cylinder bore is critical to engine performance. We've put together a guide to the types of surfaces and the best parameters to control them. We also discuss other critical aspects of cylinder bore texture , including crosshatch angle, torn and folded metal, and the pits and porosity caused by pull-out.
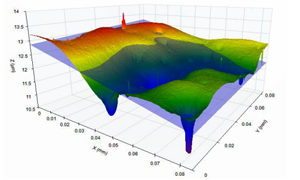
Areal Surface Texture Analysis
Areal Surface Texture Analysis for Both the Lab and the Engineer's DeskMarch 7, 2019
This tutorial discusses a step-by-step and visual approach to surface texture analysis. The process, which is the basis of the OmniSurf3D software, allows designers, managers, process engineers and lab staff to explore, understand and communicate surface texture. By providing a common language for surface texture analysis, OmniSurf3D helps everyone involved to improve component performance.
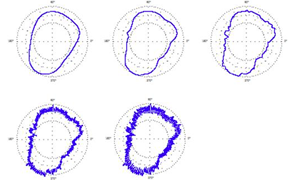
What Do You Mean By “Roundness?”
What frequencies do we include in a roundness measurement?June 26, 2014
This tutorial discusses aspects of specifying and measuring roundness - including the concepts of filtering for roundness and the choice of reference circles.
3 Steps to Understanding Surface Texture
October 19, 2023
“I have a surface finish specification. Where do I begin? What do I need to know?” This tutorial will help you get started with surface texture measurement and analysis.